
西门子6SL3054-4AG00-2AA0-Z F01




西门子6SL3054-4AG00-2AA0-Z F01
西门子6SL3054-4AG00-2AA0-Z F01
BOP20 基本操作员面板
BOP20基本操作员面板可插入CU320-2 控制单元中,用来确认故障、设置参数和读取诊断信息(例如报警和故障消息)。

设计
BOP20 基本操作员面板具有一个带背光照明的双行显示器屏和 6 个按键。
BOP20基本操作员面板后部的集成插头连接器用于将电源连接到BOP20上,从而建立与CU320-2 控制单元的连接。
用户友好的 AOP30 操作员面板是 SINAMICS G130 转换器的可选 I/O 设备。该操作员面板在 SINAMICS G150 变频调速柜上作为标准部件安装在机柜门内。可以为 SINAMICS G130 变频器单独订购。
该面板具有以下功能特性:
带背光照明的 LCD 图形显示屏,可先是普通文字并通过条形图显示过程变量;
显示运行模式的 LED
用于对故障和报警的原因和补救措施进行说明的帮助功能;
驱动系统运行控制小键盘
通过远程/本地切换可选择输入点(优先级赋予操作员界面或客户终端模块/通信通道)。
数字键盘,用于设定点或参数输入
用于在菜单中浏览的功能键;

两级安全策略可防止发生事故或未经授权而改变设定值。
利用键盘锁定可以停止通过操作员界面操作驱动器,使得只有参数值和过程变量可在操作界面显示。
密码的使用可防止未经授权而修改变频器参数。
前面板防护等级为 IP55。

AOP30 通过 RS232 串口和 PPI 通信与 SINAMICS 驱动器通信。
例如,如果驱动系统仅通过 PROFIBUS 进行操作,则可以不使用 AOP30 操作员面板,机柜上无需任何本地显示。随后,AOP30 可以简单地用于调试及获得诊断信息,此时要将其插到 CU320-2 控制单元的 RS232 接口上。
AOP30 的操作需要使用外部 24 V 电源(大功耗 200 mA)。其抽头可取自电源模块。
SINAMICS G150 变频调速柜是为机器制造和工厂建设中的变频驱动设计的。它们特别适用于针对恒转矩负载、平方转矩负载、高性能要求但无需再生反馈的传动应用场合。无速度传感器矢量控制的G150的控制精度适合大多数应用,因此无需使用附加实际转速编码器。SINAMICS G150 可以提供一种经济的驱动解决方案,它能够通过丰富的组件和选配件满足各种各样的用户需求。
S120变频器

SINAMICS S120 模块化运动控制驱动器适用于机械与系统工程中的高性能驱动应用。西门子的高性能驱动系统为您提供了广泛而相互协调的组件与功能,可作为一个全面的运动控制驱动系统使用。这些运动控制驱动器包括高性能单轴驱动器和多轴共直流母线驱动器,具有矢量控制或伺服控制,可实现量身定制的高性能驱动解决方案SINAMICS S120 运动控制驱动器是一种高性能驱动器,使用灵活,可提高生产效率。除具有创新的系统结构和数字通信功能外,这些运动控制驱动器还提供了创新的工具,并且接线简便,从而可进行高效组态与快速调试。SINAMICS S120 功率范围为 0.12 - 4500 kW,具有各种结构形式和冷却方式。
MM420变频器

MicroMaster420是全新一代模块化设计的多功能标准变频器。它友好的用户界面,让你的安装、操作和控制象玩游戏一样灵活方便。全新的IGBT技术、强大的通讯能力、**的控制性能、和高可靠性都让控制变成一种乐趣。
MM430变频器

MicroMaster430变频器是全新一代标准变频器中的风机和泵类变转矩负载专家。功率范围7.5kW至250kW。它按照要求设计,并使用内部功能互联(BiCo)技术,具有高度可靠性和灵活性。控制软件可以实现功能:多泵切换、手动/自动切换、旁路功能、断带及缺水检测、节能运行方式等。
西门子MM440变频器6SE6440-2UD31-1CA1
G120抱闸功能
G120抱闸控制是变频器内部自带的专门用于控制电机抱闸逻辑功能,当驱动不激活时保持抱闸,用于防止驱动装置出现不希望的运动,例如位能性负载。
G120抱闸连接
抱闸连接有两种形式,一种是抱闸继电器连接控制;一种是CU控制单元DO连接控制;
抱闸继电器连接:
使用抱闸继电器控制,有两种型号的制动继电器,技术数据如图1-1所示
1. 制动继电器对电机抱闸进行控制
2. 安全制动继电器对电机抱闸控制,该方式只能控制24 V 电机抱闸,并监控短路或断线

图1-1 制动继电器技术数据
如图1-2、1-3所示,抱闸继电器是功率单元和电机抱闸线圈之间的接口,通过抱闸继电器自带的连接电缆将抱闸继电器和功率单元连在一起。抱闸继电器可以安装在安装板上、控制柜柜壁上、变频器的屏蔽连接板上。
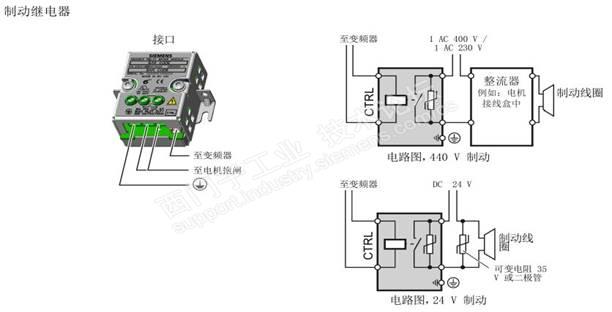
图1-2 制动继电器控制接线图
数控车床进给加工路线指车从对点(或机床固定原点)开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及切人、切出
等非切削空行程路径。
精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此,确定进给路线的工作**是确定粗加工及空行程的进给路线。在数控车床加工中,加工路线的确定一般要遵循以下几方面原则。
①应能*被加工工件的精度和表面粗糙度。
②使加工路线较短,减少空行程时间,提高加工效率。③尽量简化数值计算的工作量,简化加工程序。
④对于某些重复使用的程序,应使用子程序。优缺点西门子PLC模块6ES7221-1BF32-OXBO数控加工有下列优点:
@大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。②加工质量稳定,加工精度高,重复精度高,适应*行器的加工要求。
③多品种、小批量生产情况下生产效率较高,能减少生产准备、机床调整和工序检验的时间,而且由于使用较佳切削星
而减少了切削时间。
④可加工常规方法难于加工的复杂型面,甚至能加工一些无法观测的加工部位。
数控加工的缺点是机床设备费用昂贵,要求维修人员具有较高水平。
西门子6SL3054-4AG00-2AA0-Z F01








